
从视频开始 #
要点
- 设置粗加工、钻孔、精加工、倒角的工艺偏好。
- 设置一些加工策略的选择。
工艺偏向性设置 #
麟思数控会按照:粗加工 — 孔加工 — 精加工(或者半精加工) — 倒角 — 攻牙
大致这样的顺序去做自动编程。每个步骤可以调整部分的策略偏向,达到符合你习惯的目标。
装夹方式 #
一开始会选择自动。自动的装夹选择会从虎钳和压板中选择,看零件形状来决定。
也能手工选择,它们的效果
- 虎钳:用夹的方式。需要在毛坯设置中留夹位。加工过程中通孔会打穿;外轮廓会适当下沉一段距离0.3-0.5mm
- 压板:需要指定压板位置,加工外轮廓的时候会避开这些位置。
- 吸盘:跟虎钳差不多,除了OP1时通孔不会打穿,通腔会上抬一点距离。
- 双面胶:跟虎钳差不多,除了做外轮廓时会先留一些距离(防止把胶铣掉),最后再外轮廓加工一次让零件脱落。
程序组形式 #
左侧工艺导航栏中策略怎么排列的方式。软件在编程过程中会自动创建程序组,不需要事先创建。生成的方式已经预设了几种ABC。可参考下面的例子。
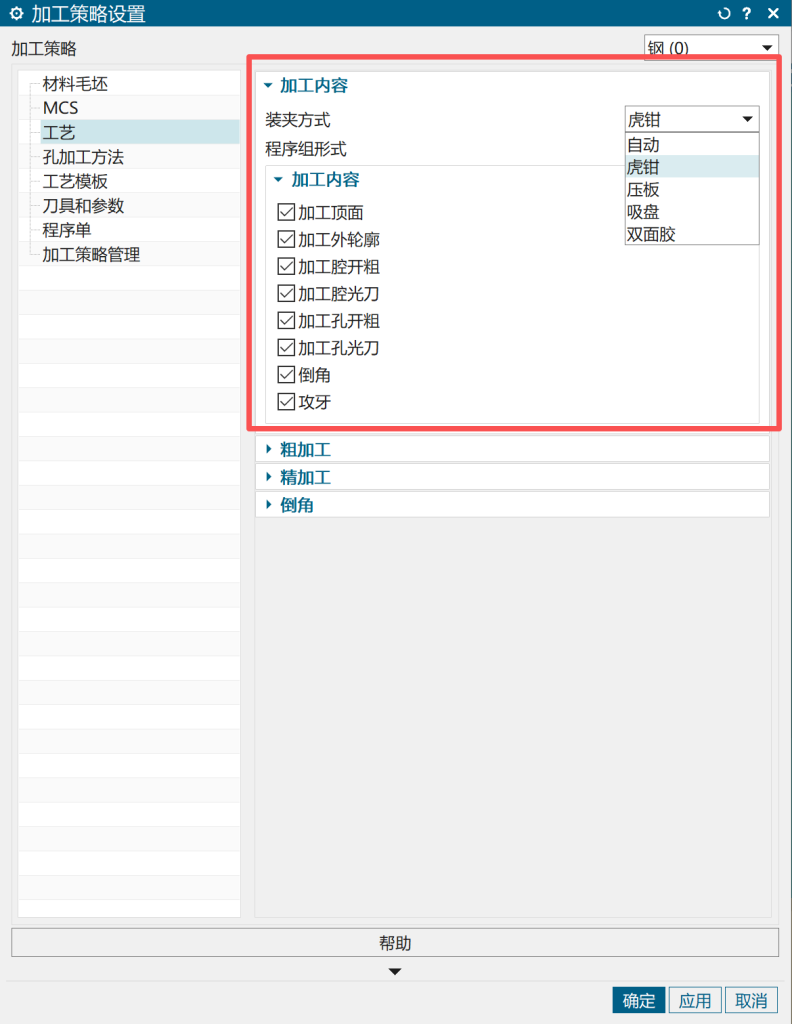
加工内容:只要局部加工 #
麟思数控支持只要局部加工,在这一栏中,默认是全部勾选的,也就是从外形到光面到倒角到攻牙是整体加工的。有些情况下,比如已经做了外形的零件,可以选择只加工孔;或者不倒角;不攻牙(后面手工攻牙等)等。麟思数控会排除那些不勾选的版块。
开粗余量和刀具选择 #
开粗时需要有底余量和壁余量。自动编程的时候会用这个余量设置去修改模板中的余量参数。而且只要是粗加工,都是用一致的余量。
选择一种最大的开粗刀具直径。一般是平铣刀或者球刀直径(盘刀除外),选择用的最多的那种。按照实际情况,麟思数控不会去选择更大的刀具,但在允许的情况下尽量会去挑大一点的刀具。比如10mm的槽,开粗时可能会选择8或者6的铣刀。再次强调,麟思数控会自主选择刀具,综合效率以及少用刀具的原则。

设置开粗余量和刀具选择 #
整体和外轮廓开粗策略选择 #
麟思数控会按照:顶 — 外侧 — 内腔和孔,这样的加工顺序。开粗的时候不会一个特征一个特征去加工,它会比较智能地分析多项特征后选择整体开粗策略,比如3D自适应或者型腔铣,也有可能外形走轮廓开粗,然后用2D策略去加工腔。
如果你有特殊的习惯,比如上来肯定用3D自适应去开粗(现实情况确实是一个零件可以采用多种开粗方式)。
按照字面理解。我们来看效果。
注意:麟思数控只是强制OP1采用上述策略,如果你同时做OP2,比如背面,软件仍然会智能去选择某种开粗方式,依据背面的特征,会智能地判断某些地方已经加工掉(跟人一样),剩下的部分仅需要2D方式去加工即可。如果形状比较复杂,比如有斜面之类的,可能仍然采用3D策略。
飞面策略选择 #
飞面,也就是加工毛坯的顶面,一般是用盘刀去做开粗和光刀。
修改如下几个地方即可。注意:默认用盘刀,而且开粗和光刀分开。开粗余量用的是之前设置的开粗底余量。

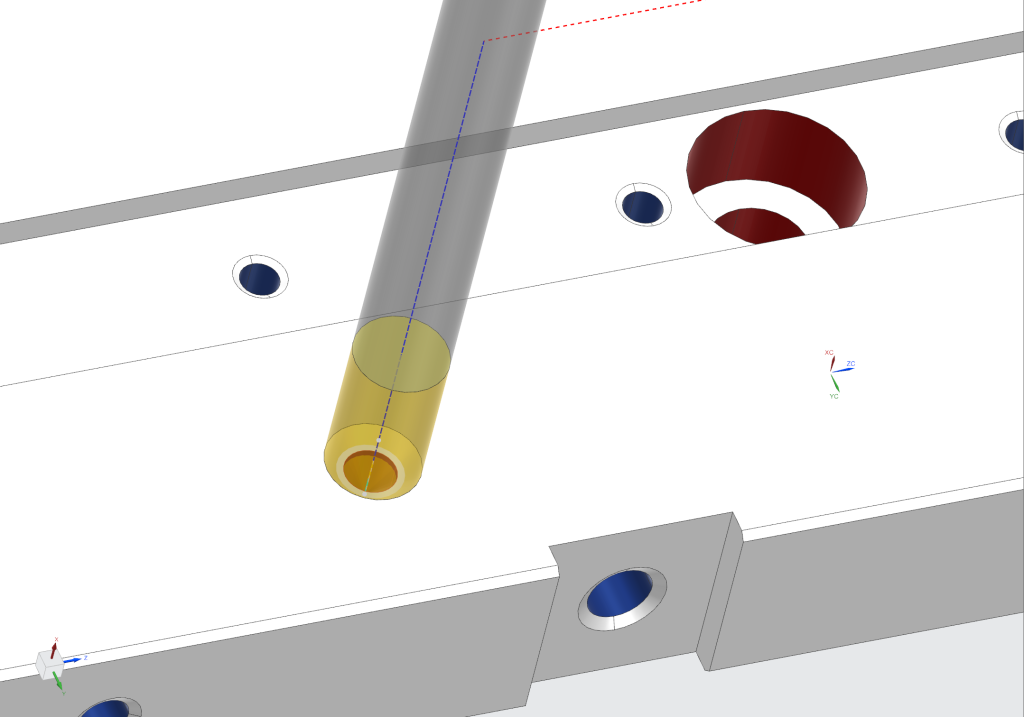
倒角策略的选择 #
麟思数控会针对两种情况做倒角:一种是画出来的倒角面,必须跟平面是45°标准C斜面;另一种是跟平面相邻的直角锐边。默认只要出现这两种情况都会去倒角。如果是倒角面,则会准确倒出;而锐边倒角则会根据设置来做,比如默认C0.3。
实际出策略,则会出2D平面铣倒角(腔的倒角),和G81点孔倒角(小号的孔)。
实际上你并不需要担心什么时候用什么策略,麟思数控会自动选择刀具和策略。也会做一些防碰撞检查。
- 会检查边沿防止刀具碰撞。甚至会放弃倒角。
- 会检查台阶深度(如上图的沿边沿倒角),适当抬起刀具防止切到台阶。
- 孔倒角会根据实际需要,比如螺纹孔,适当做大倒角量(根据螺纹孔表格来设置对应的倒角量)。
- 如果倒角面比较大,比如大于C1,则会按设置做多刀路倒角。
你会遇到这几种设置。
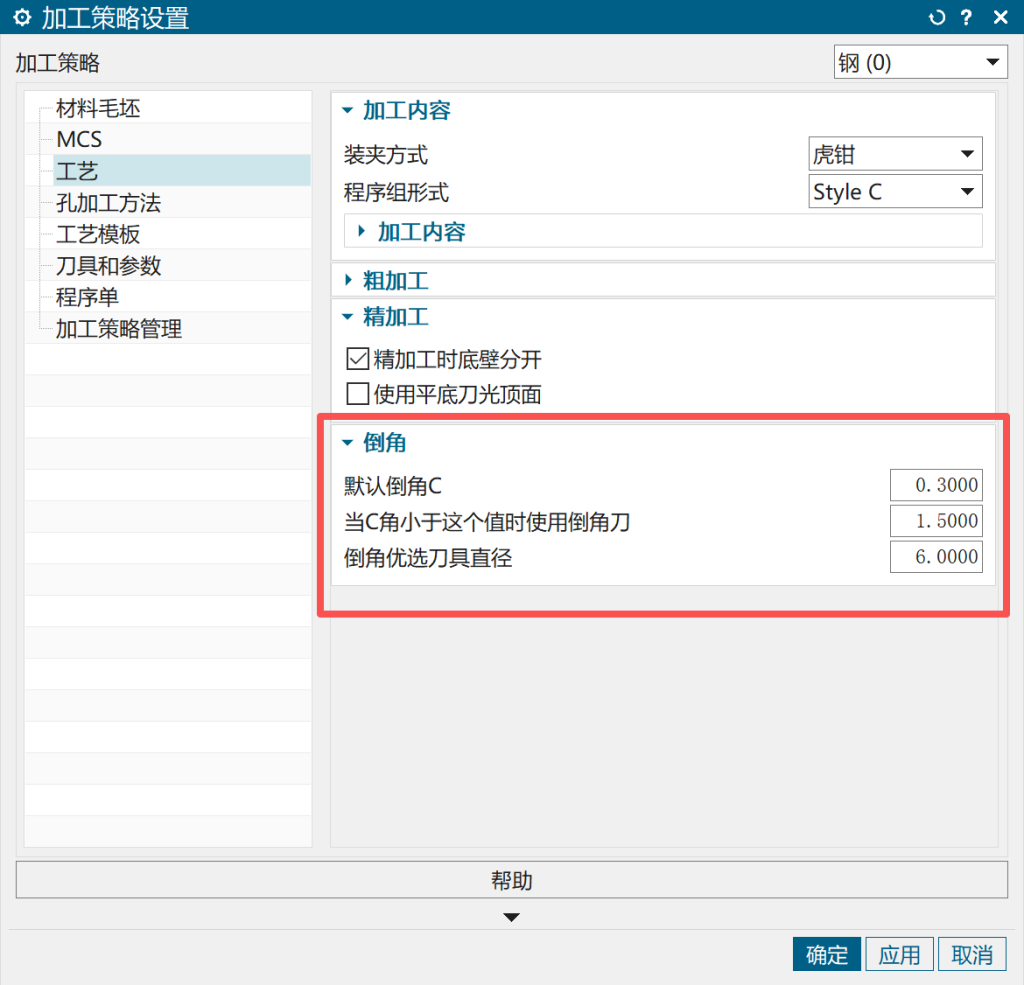
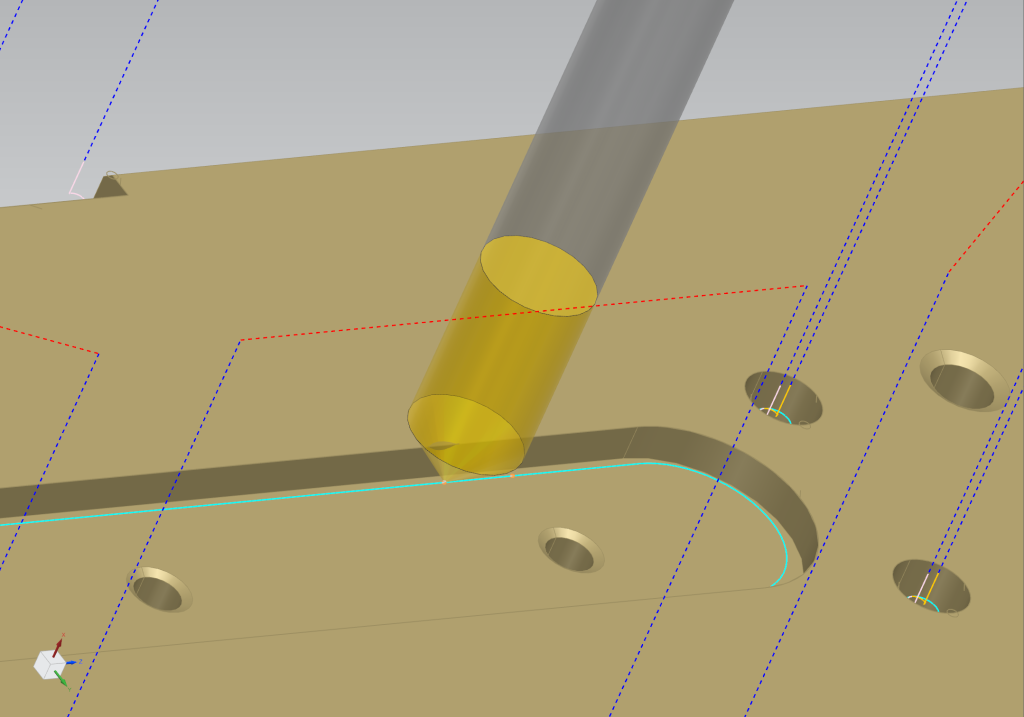
特别需要注意一条:“当C角小于这个值时使用倒角刀”。实际画图中,有些倒角面比较大,不合适用倒角刀,就需要这里设置。不用倒角刀,则会选择“深度轮廓铣”去爬面。如下图就是一个爬斜面的例子。不符合C角规范的,倒角面太大的,还有R角,都采用这种方法。
如果你不想要用倒角刀,全部用爬面的方式去做,这个值可以设0.01。一个很小的值。
上述讲的全是C角。针对R角,软件默认不用R角刀,而是全部用“深度轮廓铣”去爬面。
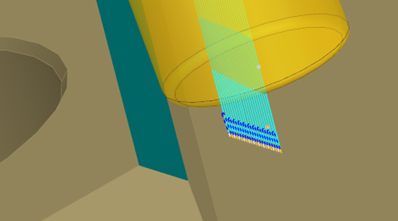
光面时底侧分开 #
光面的时候,如果腔的底和侧是平的,则可以用2D平面铣或者型腔铣去光面。光面通常可以底侧一起,或者先底后侧这类方式。软件有这个设置。
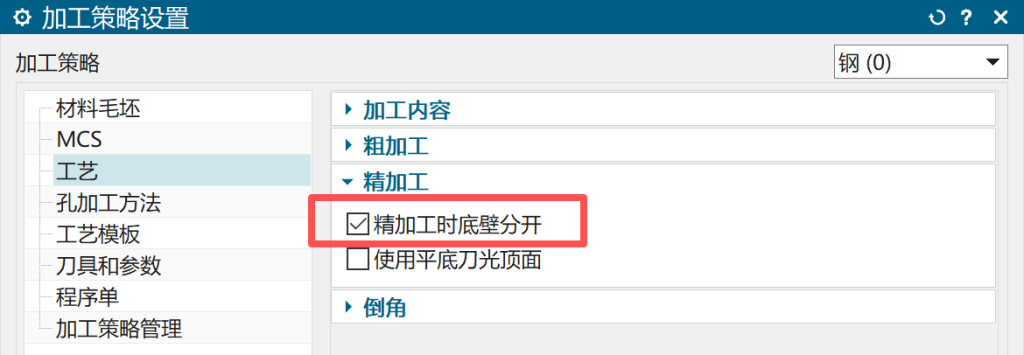
如果勾选,它会按先底后侧的方式去加工,零件有要求的可以这么做,看你的实际情况。
效果如下。
如果这个设置项不勾选,一般会合在一起光面。但实际情况不一定,麟思数控会智能选择,比如侧面比较“深”,或者有斜面等,会强制底壁分开光面。





评论 (0)