
先看视频 #
要点
- 从一个3D图开始,自动编程直接到工艺策略。
- 针对非标自动化零件,散件样件。
- 初次体验直接一键启动即可。
小人书 #
适合非标自动化散件 #
如下图这类。
麟思数控是如何自动编程的? #
麟思数控基于小型的AI本地模型(不需要访问网络),自主分析特征(不依赖NX的特征识别系统),选择合适的加工方法和策略,最终生成刀路程序。这个过程中,它并不是像一个”老顽固“一样固定用一种方式去编程,而是会结合模板、刀具、参数库。所以你可以通过调整:模板、刀库、参数表来调整编程方式。
请看它的流程。
---
config:
layout: dagre
theme: mc
---
flowchart TB
A(["软件自动识别特征
分析特征和关系"]) --> D["依据特征匹配加工方法"]
D --> F["查找工序模板"] & G["从刀具库选刀"] & H["匹配转速进给参数表"]
F --> F1{"找到模板?"}
F1 -- 是 --> F2["使用匹配模板"]
F1 -- 否 --> F3["使用软件自带模板"]
G --> G1["确定合适刀具"]
H --> H1["结合刀具和加工方法确定
转速、进给、层深、步进、螺距"]
F2 --> I(["生成最终工序和刀路"])
F3 --> I
G1 --> I
H1 --> I我们看到,最终的工序是依靠:模板+刀具+五种参数来自动生成的。
- 为什么是这五种参数?因为它们跟刀具和加工方法有关。模板中的其他参数一般是固定的。而刀具来自选刀;加工方法来自模板。
- 如何选择模板?软件是根据经验和AI算法自动决定的。你能做的只有匹配模板。
- 如何选择刀具?软件也是自动选刀的。你能做的就是修改刀具库。因为软件不会凭空创建刀具,它一定从刀具库中选择。
- 自动编程可以在没有网络的情况下运行。除了NX之外没有任何依赖。
调整加工方式设置,让编程结果更符合你的要求 #
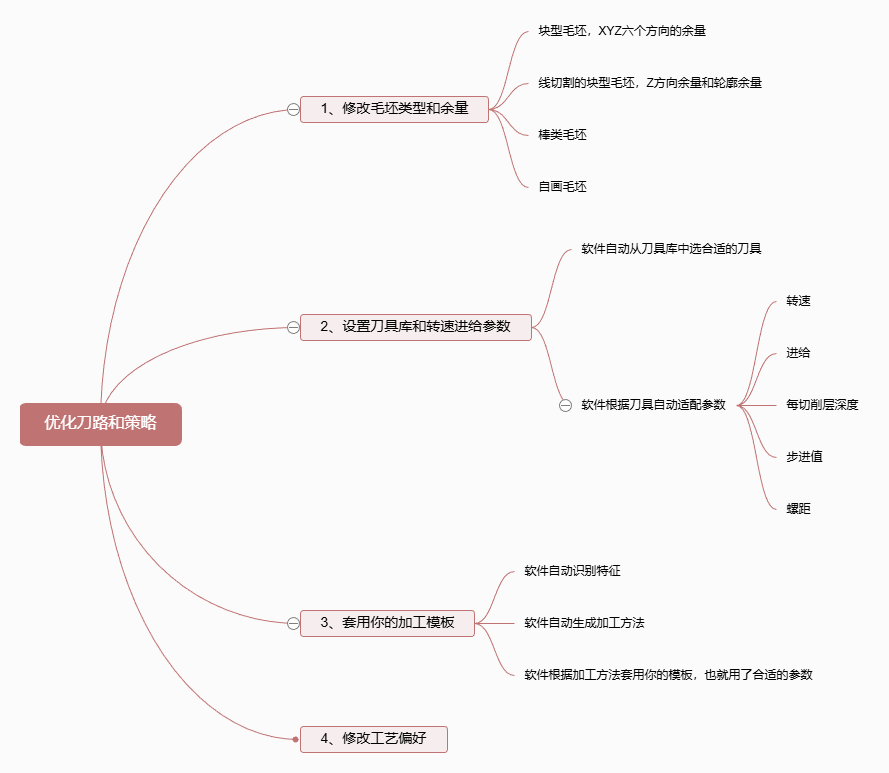
我们针对多品种小批量的非标自动化零件有着稳定且高质量的编程效果。但由于机床、材料、刀具、习惯的不同,程序的参数或者加工方法有可能不是你想要的。麟思数控提供了非常丰富且实用的配置。由于配置比较多,总的来说,编程结果会由以下四个方面去影响:
- 毛坯类型和余量:比如光板毛坯不会去飞面,或者铣外形等。
- 刀具和相关的参数:软件会自动选刀具,但也需要提供一个刀具库,而不是凭空创建。通过修改成你自己的刀具库,可以让麟思数控更有偏向性。刀具相关的参数如转速进给等也是同理。
- 加工模板:麟思数控有默认模板,也能套用你的模板。比如进刀退刀方式等。模板上除了刀具、转速进给、workpiece等之外,其他参数都是你的。
- 加工策略偏好:最重要的是装夹方式。然后还有其他要求,比如喜欢用自适应开粗、倒角固定0.3、点孔最深1.5、10mm以上孔用铣代替钻等,这些都是加工偏好,可以自由设置,也会影响编程效果。
我们整理一个思维导图来帮助理解
通过访问更多文档来了解配置方法。
默认的工艺策略选择 #
麟思数控会基于AI来实现自动编程,但也遵循一些默认的工艺习惯,我们称之为“工艺策略选择”。你可以通过配置或者定制来修改它们。注意:很多情况下它们只是选择不同,不分对错。
默认的工艺策略选择分成:整体加工策略、孔加工策略和腔加工策略。
- 整体加工策略
- 加工顺序默认按照:
- 飞面顶面
- 外轮廓开粗 — 3D开粗(如果零件比较复杂)
- 腔粗加工
- 孔粗加工
- 腔精加工
- 孔精加工
- 倒角
- 攻牙
- 通过设置某些环节可以忽略
- 加工顺序默认按照:
- 孔加工策略
- 沉头部分
- 默认加工方式
- 孔铣开粗
- 孔铣光面
- 刀具选择:一般是孔径一半的偏大一些。
- 默认加工方式
- 埋头部分
- 默认加工方式
- 3D开粗或者倒角刀开粗
- 爬面方式光面
- 刀具选择:一般是孔径一半的偏大些。光面的时候刀具带R,开粗时可带可不带。
- 默认加工方式
- 精孔
- 可通过标注颜色来识别精孔,或者通过孔径来“猜”
- 默认加工方式
- 点
- 钻
- 孔铣开粗
- 光面分两种:1、小于6mm用铰刀;2、大于6mm用孔铣
- 螺纹孔
- 可通过标注颜色来识别螺纹孔,或者通过孔径来“猜”
- 默认加工方式
- 点
- 钻
- 孔铣开粗
- 用丝锥或者螺纹铣刀
- 普通孔:不是精孔或者螺纹孔的都算普通,也就是没要求的孔
- 默认加工方式
- 点
- 钻,如果孔径大于10mm,钻之后还要孔铣开粗
- 默认加工方式
- 沉头部分
- 腔加工策略
- 平底或者侧壁一般用平面铣或者底壁铣
- 方便选线的优先用平面铣;形状稍微复杂点的用底壁铣。实际效果不一定。
- 默认加工方式
- 整体开粗,可能是整体切削或者沿着轮廓切削
- 壁的二粗(甚至三粗四粗等)
- 光底
- 光壁,也有可能底壁一起光
- 壁的清角,也可能多次清角
- 针对外壁或者内腔,会采用沿轮廓的开粗;如果是带底的腔,只要能加工完全也会用沿轮廓的开粗
- 不是平底或者带有需要爬面的部位,可能直接采用3D开粗+二粗的模式,去做整体加工
- 平底或者侧壁一般用平面铣或者底壁铣





评论 (0)