
概述:孔的识别和加工方法 #
孔是零件中常见结构。也有很多的形式。如下列举了一些情况。实际情况还有很多,麟思数控一般会很好的去识别,包括破孔,多层沉头,对穿的之类。
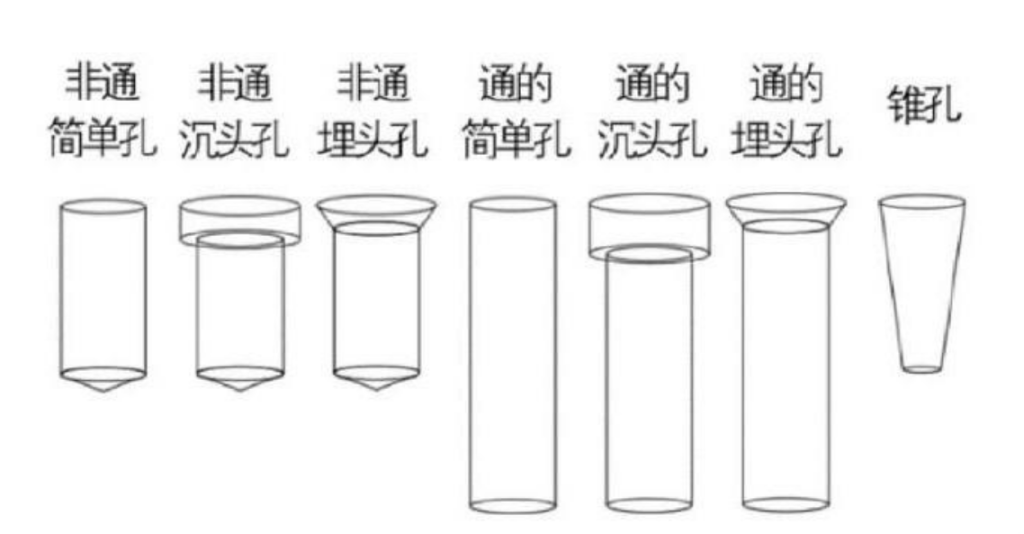
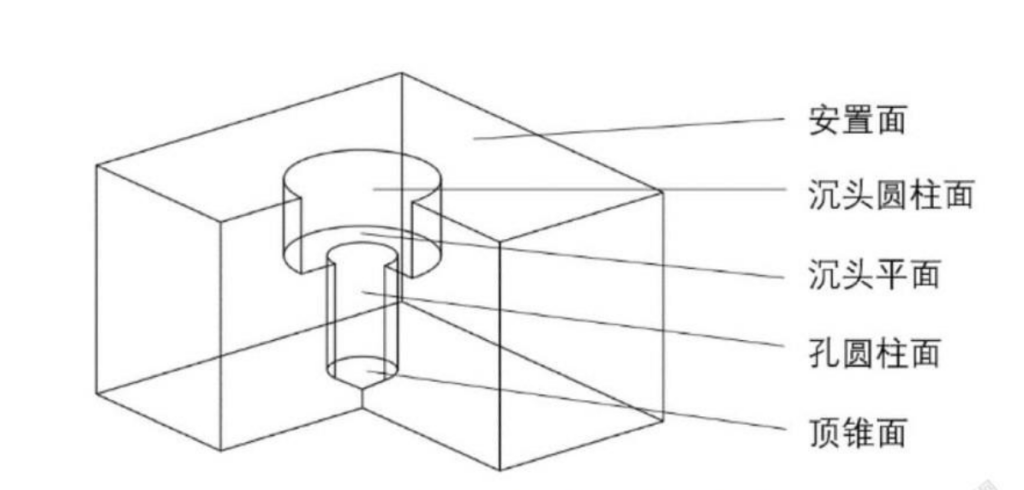
按照上述结构分类,软件会分成三类处理方向:精孔,螺纹孔,普通孔。精孔是有尺寸要求的;螺纹孔是要攻牙的;剩下的统统算普通孔。然后着三类孔都可能有沉头和埋头结构,也需要处理。
通用的孔加工方式:点 — 钻 — 铣沉头和埋头 — 有可能扩孔 — 光成头和埋头 — 光孔壁或者铰或者攻牙。大致路线是这样,这里你可以根据自己实际情况在这个版块修改加工方法。
识别精孔和螺纹孔 #
实操中我们比较关心,软件是如何知道零件的精孔和螺纹孔,毕竟自动编程仅仅依赖3D图,看不到标注。实际上确实如此,软件只能靠经验和“猜”。
软件提供了配置表和标注颜色,来帮助自动识别精孔和螺纹孔。软件的方式很简单粗暴,看孔径去查表,符合要求的就算是螺纹孔和精孔。如果比较特殊,再辅助用标颜色来识别。标颜色毕竟要人工去标,正常情况下不用。
我们以螺纹孔为例,看一下默认的配置表。

如上图,默认定义了M3-M12的螺纹孔识别和加工刀具。你可以添加和修改。添加和修改方法看后面的视频教程。这里我们先解释一下表格列的定义。
| 列名 | 什么意思 |
|---|---|
| 螺纹孔 | 只是标识这是那种螺纹孔,没有特别的含义,写的明白看得懂即可。 |
| 可用 | 可以设Y和N。Y代表会识别,N代表不识别。比如M6对应的直径5mm也有可能是精孔,会误判怎么办。可以设N。它就认为5mm肯定不是螺纹孔。那万一图纸上既有5mm的精孔也有螺纹孔怎么办?可以用标颜色来替代。 |
| 丝锥直径 | 当判定螺纹孔时,用多大的丝锥刀具。默认肯定用丝锥。 |
| 螺纹铣刀直径 | 当判定螺纹孔时,用多大的螺纹铣刀刀具。 |
| 孔径 | “识别螺纹孔”的依据,软件自动根据孔径来识别是不是螺纹孔。 |
| 公差 | 现实中画图可能有偏差,比如画了5.05,通过公差,它也认为是M6。 |
| 倒角C | 设定单独的空口倒角值,跟普通的倒角C有差异。如果螺纹孔孔口是锐边,就会用这个值去倒角。如果画了倒角面,则严格按照倒角面去倒角。 |
精孔的表是差不多的。
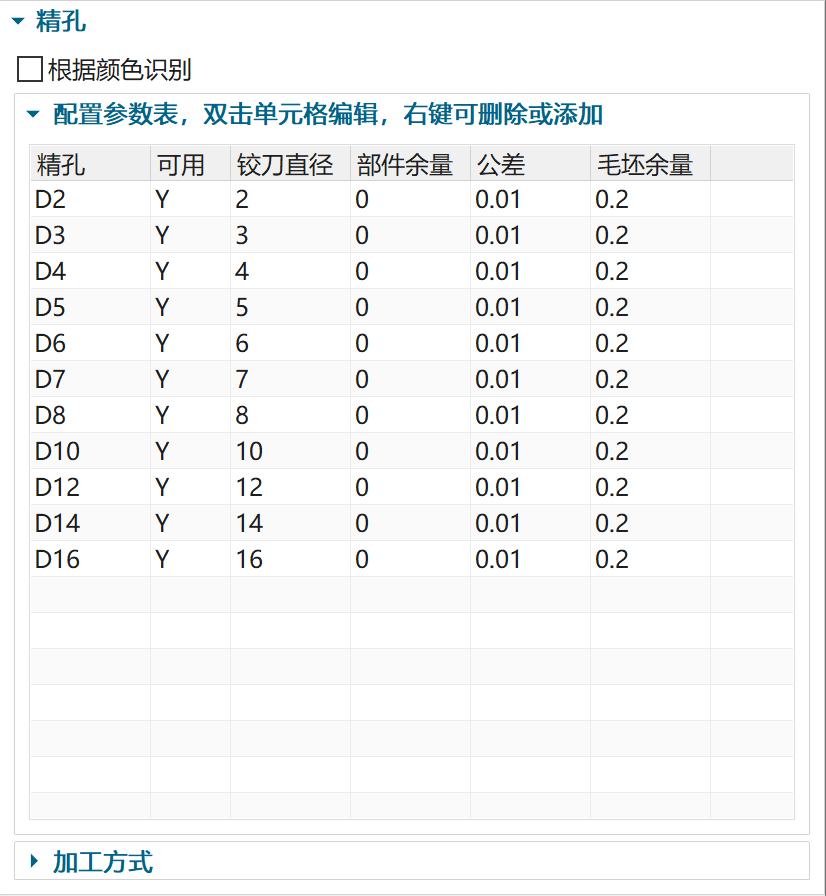
列的定义
| 列名 | 什么意思 |
|---|---|
| 精孔 | 只是标识这是那种精孔,没有特别的含义,写的明白看得懂即可。 |
| 可用 | 可以设Y和N。Y代表会识别,N代表不识别。比如M6对应的直径5mm也有可能是精孔,会误判怎么办。可以设N。它就认为5mm肯定不是螺纹孔。那万一图纸上既有5mm的精孔也有螺纹孔怎么办?可以用标颜色来替代。 |
| 铰刀直径 | 当判定精孔时采用的铰刀直径。这个直径也代表了精孔直径。 |
| 部件余量 | 铰孔工序里设置的部件余量 |
| 公差 | 现实中画图可能有偏差,比如画了5.01,通过公差,它也认为是D5。 |
| 毛坯余量 | 当铰孔时,上一个步骤留下的余量。比如之前是钻,就要比铰刀刀径小一个”毛坯余量“;如果之前是铣孔,留的余量就是”毛坯余量“。给合适的值防止铰刀断掉。 |
案例:5mm孔径有可能是精孔也有可能是螺纹孔怎么办? #
确实会这样。在精孔表中可以设置5mm精孔的可用是“N”,即不认为是精孔,然后用颜色去标注。类似下图的设置。

按这样的设置,只需要把精孔孔壁涂上面的颜色即可。你也可以改颜色。
案例:不在表中的特殊精孔,或者非标螺纹孔怎么办? #
请先去表里添加。软件一定会依据表来找合适的刀具。不管可用标记Y还是N。先确保孔径存在,然后搭配合适的刀具。软件才会自动去处理。
案例:自动跑下来误判怎么办? #
也许你不想这么折腾,可以先跑一下,如果确实有误判,再人工修改。
精孔加工方法 #
现实中可以铣可以铰,甚至直接钻到位。麟思数控预设了几种加工方法,可以自由修改。先看配置表
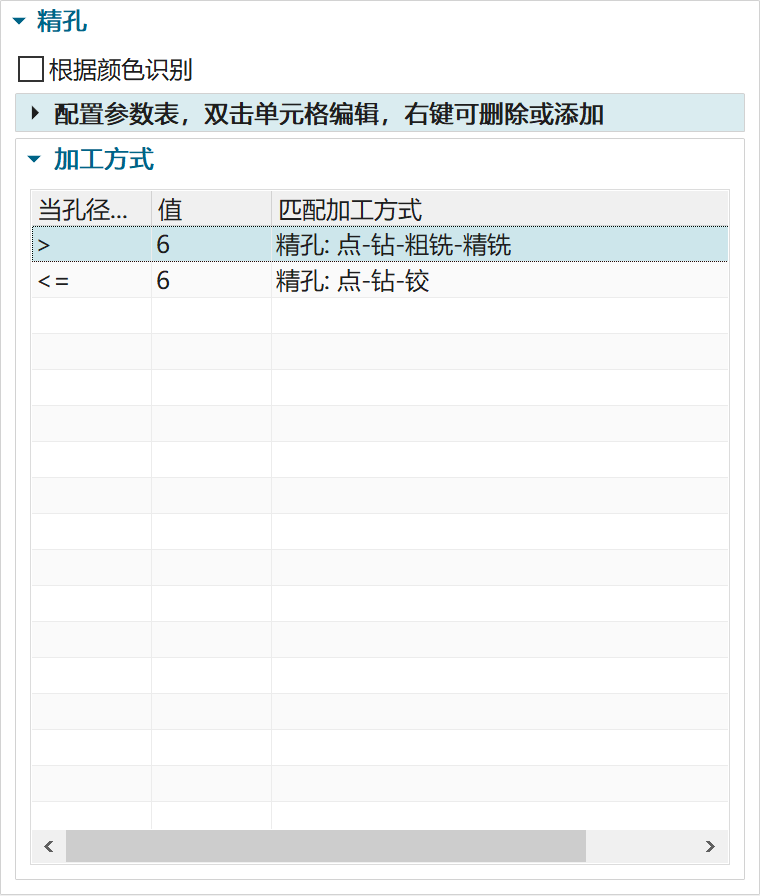
加工方式这个表,只有三列。可以这么去读:当孔径xxx时采用什么加工方法。需要从上往下判断。当孔径满足第一条,就执行这条的加工方法;如果不行就找第二条,满足就执行;再找第三条依次类推。
以上图为例。它的意思是:当孔径>6mm时,采用”点-钻-粗铣-精铣“这样的方法。名词不用解释很好理解。如果孔径小,就不满足了。来到第二条,当孔径<=6mm时,采用”点-钻-铰”。这样的配置方式代表:打孔用铣,小孔用铰,分界线在6mm。
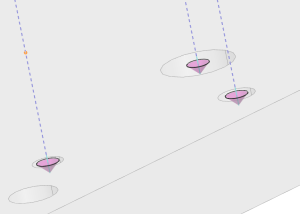
以下是一个”点-钻-铰”的案例
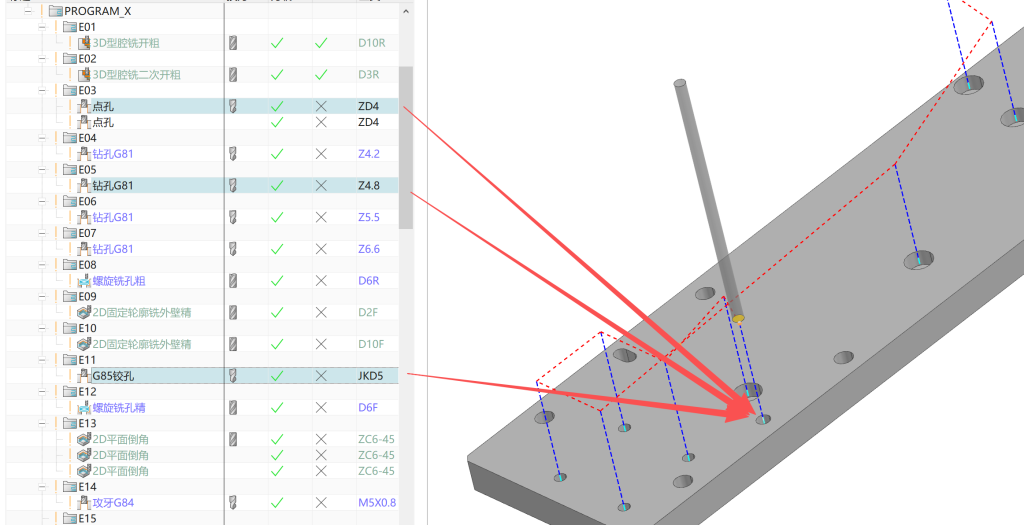
软件直接识别到5mm精孔,按照表配置,就自动执行了”点-钻-铰”的方案。
螺纹孔、沉头孔、埋头孔的加工方法 #
跟精孔表格一样设置,不做表述。
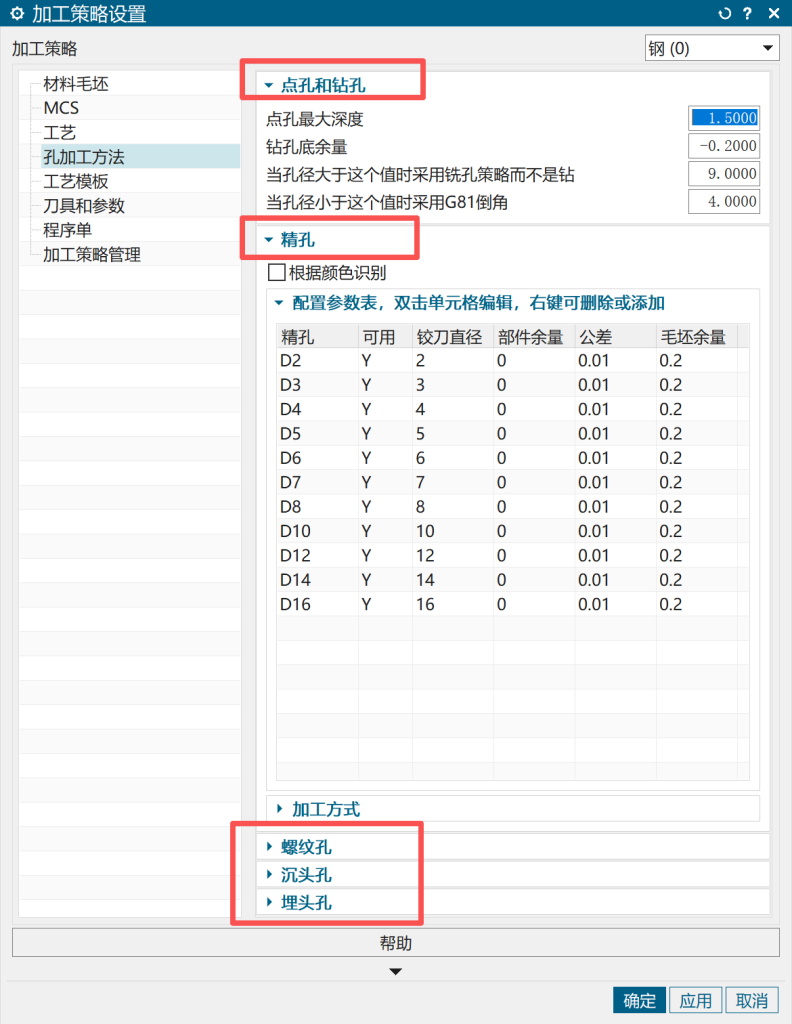
点孔和钻孔的设置 #
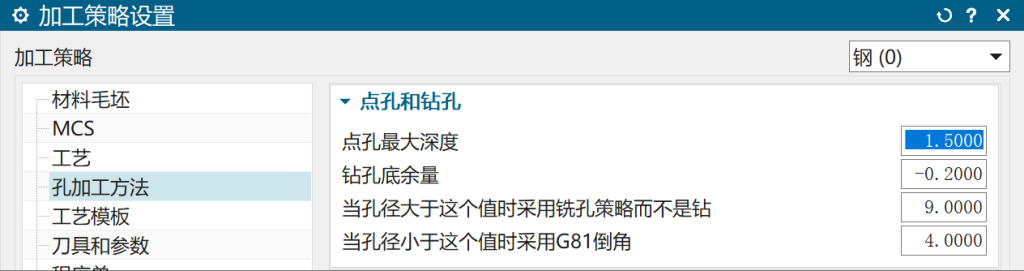
下面解释一下含义
点孔最大深度 #
点孔时的最大深度。软件会根据实际孔的大小调整点孔深度,但最大是这个值;如果孔小则会响应减少。保证不会点破。

钻孔底余量 #
只针对盲孔,按理钻孔深度跟画的孔一样。这里可以调整实际钻孔深度。比如-0.2代表深0.2。
当孔径大于这个值时采用铣孔策略而不是钻 #
大于这个值代表大孔。大孔需要用小号的钻头钻一下,然后再粗铣。如果小于这个值,而且是普通的孔,就直接用等于孔径的钻头直接钻出来。





评论 (0)