

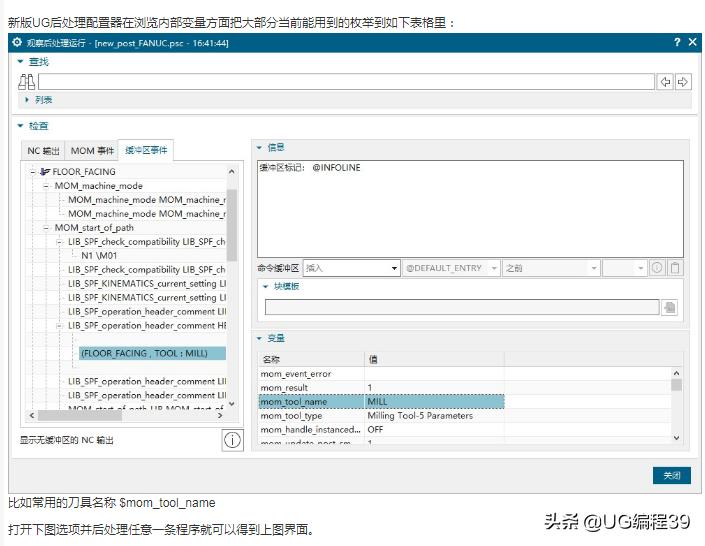
干CNC编程的,肯定都跟”后处理”这三个字打过交道。
有些人可能知道它是干什么的,但让你自己配置一套后处理文件,又感觉无从下手。后处理配置涉及的东西确实比较杂,参数多、逻辑绕,不花点时间研究还真不容易搞清楚。
今天这篇就来聊聊UG后处理配置的基础知识,尽量说得直白一点,让没有后处理经验的朋友也能看得懂。
什么是后处理
简单回顾一下之前说过的概念:后处理是把CAM软件里的刀路轨迹,转换成机床能执行的G代码的过程。
在UG里,刀路轨迹是软件内部的数据格式,跟具体的机床无关。你画好了刀路,系统就知道刀具怎么走、走到哪里。但这些信息机床控制器不认识,它只认G代码指令。
后处理文件就是这个翻译器。它告诉UG怎么把刀具运动信息,翻译成这台特定机床能理解的代码格式。
不同机床的后处理文件不一样,因为它们的控制系统、轴配置、行程范围、换刀方式等都不一样。
后处理文件在哪里
在UG软件里,后处理文件一般保存在后处理构建器(Post Builder)中,文件格式是.ptp或者.def。
安装UG的时候,软件会自带一些标准后处理模板,比如FANUC、三菱、西门子等常见系统的后处理文件。但这些是通用模板,实际用的时候往往需要根据具体机床做调整。
UG的后处理文件存放路径一般在下:
安装目录\UGS\UGpost\post_config
当然,你也可以把自定义的后处理文件放在其他目录,只要在UG里引用的时候路径正确就行。
主要配置参数
后处理配置涉及很多参数,常见的有这几类:
机床参数
包括机床类型(铣床、车床、卧加、立加等)、轴数(三轴、四轴、五轴等)、轴配置(XYZ轴方向、旋转轴位置等)、行程范围等。这些参数决定了后处理输出的代码格式。
输出格式参数
决定G代码的格式细节,比如:
行号格式:要不要行号、从哪个数字开始、行号间隔是多少
小数位数:坐标值保留几位小数
单位制式:公制还是英制
程序头尾:程序开头和结尾需要加什么代码(比如安全代码、换刀代码、主轴停止等)
刀库参数
换刀指令格式、刀具编号方式、刀位号对应关系等。
进给和转速
G95还是G94、每转进给还是每分钟进给、主轴转速格式等。
怎么调整后处理
实际工作中,大多数情况下不需要从零开始配置后处理。更常见的场景是:有一套基础后处理模板,需要根据具体机床做微调。
常见的调整需求有这些:
程序头尾代码
不同机床厂家的安全代码习惯不一样。有的机床需要开机先回原点,有的需要先吹气清洁,有的对程序格式有特殊要求。这些都在程序头尾里配置。
坐标系统
比如G54还是G55、工作坐标系原点位置、刀具长度补偿方式等。
冷却液指令
M08是开冷却液、M09是关,但有些机床可能用其他代码。需要在后处理里对应修改。
进给率格式
G01后面跟F值,有的机床要求整数,有的接受小数,这个也要调整。
调整后处理的一般流程是:先找一个相近的模板,在此基础上修改参数,然后导出测试代码,把代码拷贝到机床上空跑(不装刀具工件),检查代码格式是否正确、有没有异常指令。
自动编程软件的后处理优势
说到这里,可能有人会问:我用手动编程,后处理配置这么复杂,是不是很麻烦?
确实是的。传统UG编程模式下,后处理配置是编程师傅必须掌握的技能之一。这也是为什么后处理配置一直是CNC编程培训里的重点和难点。
这也是自动编程软件的价值所在。麟思数控这类产品,把后处理配置封装成预设模板,用户不需要懂后处理的细节,只需要选择目标机床,系统自动匹配对应配置。
对于没有专业后处理工程师的小厂来说,这个功能很实用。把技术门槛降到最低,让更多人能上手用起来。
建议
如果你想学习UG后处理配置,有几个建议:
先从简单的入手:找一台机床的后处理文件,仔细研究它的参数含义,理解各部分的作用。
多看厂家资料:机床说明书里一般会有后处理相关的说明,比如支持的G代码格式、特殊指令等。
实际动手改:光学不动手是学不会的,找一台不常用的机床,试着调整后处理参数,导出代码测试效果。
建立自己的后处理库:每配置好一套机床的后处理,就保存下来,以后遇到同类机床可以直接参考修改。
后处理配置是个技术活,但不代表学不会。系统学一学、多练练,你会发现其实没那么神秘。











评论 (0)