

干CNC这行,有个东西你天天用,但未必真懂它。
UG后处理。
很多程序员会用UG建模、会出刀路,但一说到后处理就蒙圈。要么参数调不明白,要么出了问题不知道从哪下手。今天把UG后处理这东西说透,看完你就超过80%的同行了。
后处理到底是啥
先说个类比。
你写word文档,排版漂亮、字体优美,但打印机不认识啊。打印机只认自己的语言,你得把文档”翻译”成打印机能懂的指令。
UG出刀路也是一样。
UG里画图、选刀具、定参数,跑出来的是刀具轨迹,这玩意儿是”数学”——坐标点、运动矢量、切削参数。但机床不认识这个,机床只认G代码。
UG后处理干的事,就是翻译。把UG里的”数学”翻译成机床能懂的G代码。
就这么简单一个事,搞不懂的人一大堆。
后处理为啥这么重要
重要性就一句话:后处理不对,程序白做。
我见过太多这样的例子。刀路出得漂亮,参数调得完美,结果后处理出来一堆乱码。代码格式不对、参数丢包、坐标系跑偏,上机直接报警。
最坑的是,你不知道问题出在哪。怀疑刀路有问题,检查了一遍没问题。怀疑参数有问题,改了还是报错。最后才发现,是后处理配置文件出了毛病。
好的后处理是什么样的?出来的东西直接能上机,不用手动改代码。程序传过去,机床能跑,结果跟UG模拟的一致。这就是后处理的价值。
常见问题及解决
说几个UG后处理最常见的问题。
问题一:代码里有多余内容。
常见于新手用模板的时候。出来代码里一堆注释、说明文字,机床直接报错。这些东西机床不认,但UG里默认会带,需要在后处理里关掉。
解决方法:检查后处理设置,把”输出注释”之类的选项关掉。
问题二:格式和机床不匹配。
每家机床后处理格式不一样,有的用G54有的用G55,有的需要M6换刀有的不需要。格式不对,程序跑不起来。
解决方法:仔细看机床说明书,确认坐标系格式、换刀代码、主轴定向等关键参数。不确定就问机床厂家技术支持。
问题三:后处理文件丢失或损坏。
这个不常见但遇上了很头疼。文件丢了、损坏了,出来的程序全是乱码。
解决方法:养成备份的好习惯。原始后处理文件刻光盘或者云端备份一份。出了问题有得替换。
怎么配置好后处理
给几点实用建议。
第一步:了解你的机床。
机床是什么品牌什么型号?系统是FANUC、三菱还是西门子?每家系统的代码格式有差异,后处理必须对症下药。拿着机床说明书一条一条对,别嫌麻烦。
第二步:找现成的。
别自己从头配置,费时费力效果还不一定好。软件商一般会提供常用机床的后处理文件,论坛里也有一堆人分享。找跟你机床型号一样的,拿过来改改就能用。
第三步:测试验证。
后处理配置好了,别急着批量用。先出一两个程序,空跑验证一下。看看坐标对不对、换刀顺序对不对、代码格式对不对。没问题了再大批量用。
第四步:找人维护。
后处理这东西配置一次不容易,后续出了问题最好找专业人处理。自己不懂别硬调,越调越乱。找软件商技术支持,或者找圈子里熟悉的老师傅,比自己折腾省事。
进阶知识
如果你想更深入了解UG后处理,还有几个点可以关注。
变量设置。 高级后处理里可以设置变量,比如根据刀具自动输出不同的S值、根据材料自动调整进给。这能让程序更智能。
宏程序调用。 有些固定动作可以写成宏,后处理里直接调用。比如冷却液开关、刀库旋转序列,不用每次都写一遍。
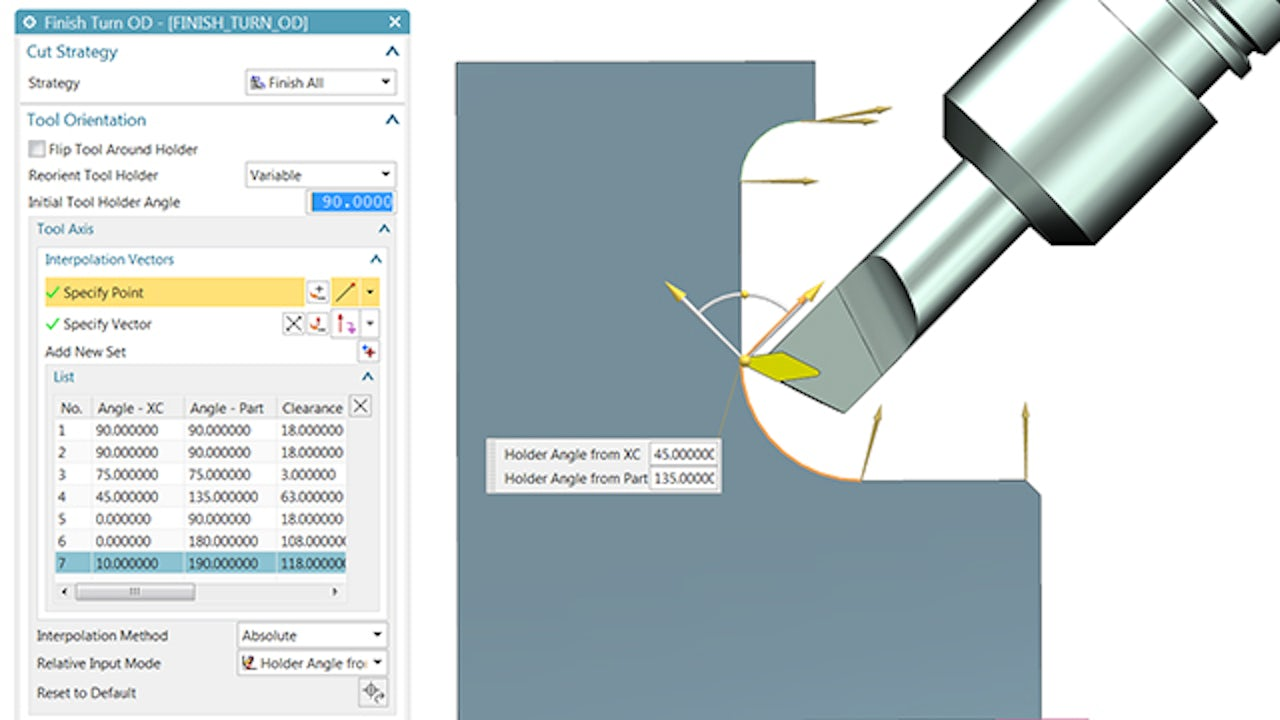
多轴后处理。 三轴相对简单,多轴的后处理就复杂多了。涉及到旋转轴坐标计算、刀轴矢量输出、干涉检查等,没点基础真搞不定。多轴玩家这块得多下功夫。
说到底,UG后处理不是什么高深莫测的技术,就是个翻译工具。搞懂它的工作原理,遇到问题知道从哪入手,你就已经超过大部分人了。
想学习更多CNC技术干货?麟思数控每周分享实用的编程和管理经验,关注我们!











评论 (0)