

做CNC编程的师傅,最烦的事之一就是换机床。
好不容易把程序编好了,刀路跑得漂亮,结果一输出G代码——卧CT,这机床不认这套后处理。
不是代码格式不对,就是轴向命名有差异,再不然就是进给倍率、走刀顺序出了问题。一套程序在A机床上跑得顺滑,换到B机床就成了废代码。
这种情况在机加工车间太常见了。尤其是现在很多小厂为了提高设备利用率,一台UG编程电脑要对接3、4台不同品牌的机床,每台机床的后处理参数都不一样。每次换机床都要手动调整后处理文件,费时费力,还容易出错。
后处理到底是个什么东西

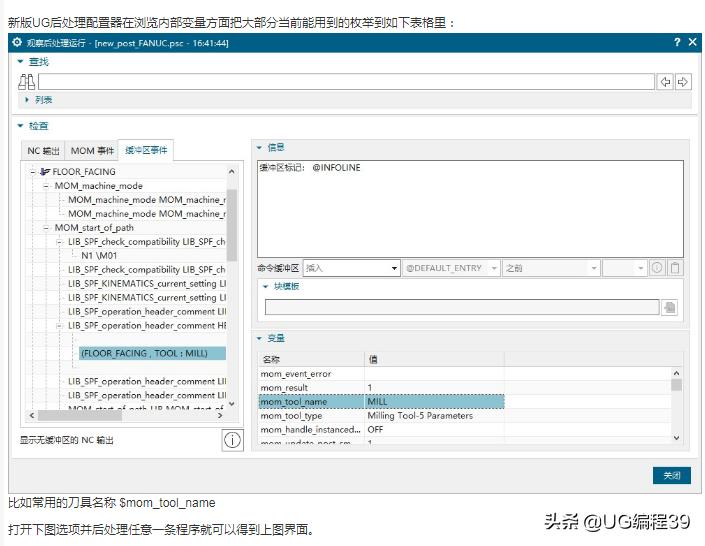
简单说,后处理就是把你画好的刀路轨迹,翻译成机床能认的G代码。它相当于一个”翻译官”,把CAM软件里的运动指令,转成具体机床控制器能执行的语言。
不同品牌的机床,用的控制系统不一样(FANUC、三菱、西门子、海德汉等),后处理规则也不同。哪怕是同一个品牌,不同型号的机床参数配置也可能不一样。
传统的做法是,每个机床配一套后处理文件。编程师傅需要清楚了解每台机床的控制系统、轴配置、行程范围、换刀方式等等,然后把参数一个个配进去。配好了还要测试,测试完了才能正式使用。
问题在于,一旦换机床,或者机床参数调整了(比如加了刀库、换了主轴),后处理文件就得重新改。对于没有专业后处理工程师的小厂来说,这个活儿基本就压在编程师傅身上了。
麟思数控的一键适配是怎么做到的
麟思数控在CNC自动编程软件里内置了多机床后处理适配功能。用户只需要在软件里选择目标机床,系统就会自动匹配对应的后处理配置,不用自己手动去改那些复杂的参数文件。
支持的机床类型覆盖了市面上主流的FANUC、三菱系统设备,常见的卧加、立加、龙门、高速机这些类型都有预设模板。用户也可以根据自己车间的实际情况,在模板基础上做微调。
这个功能对那些机型多、订单杂的小厂特别实用。一套程序写出来,换机床的时候只需要在软件里切换一下目标机床,后处理文件自动生成,不用再找人来改代码,也不用担心换机床后程序对不上。
换机床这事儿,在麟思数控这里就是点几下鼠标的事儿。
真实案例:3台机床2套程序变1套

苏州一家做非标零件的小厂,以前用的办法是每台机床单独配后处理文件,3台不同品牌的机床配了3套后处理。编程师傅每次出程序之前,都要先确认这套程序是给哪台机床用的,然后在文件夹里找对应的后处理文件。万一拿错了,程序拉到机床上一跑,不是撞刀就是报警,严重的能把工件报废。
上了麟思数控的自动编程系统之后,3台机床共用一套编程逻辑,出程序的时候只需要选择目标机床,后处理自动适配。编程师傅说,现在换机床出程序比以前省事多了,不用再翻文件夹,也不用担心拿错后处理文件。
这种体验上的提升,对那些订单批次多、换产频繁的车间来说,节省下来的时间积少成多,还是挺可观的。
后处理适配是个技术活,但不该让你操心
说实话,后处理配置是个专业活儿,涉及的知识面比较广。普通编程师傅能把刀路画好、把程序写对就已经很不错了,再让他们去研究后处理文件的参数配置,确实有点强人所难。
麟思数控的思路是把这些技术细节封装起来,让用户专注于编程本身,而不是被后处理这些”幕后工作”牵扯太多精力。一键切换机床、自动适配后处理,这功能虽然技术上实现起来不简单,但用起来就这么简单。
如果你也在为多机床后处理适配发愁,可以先了解一下麟思数控的这套方案,看是不是适合你们车间的实际情况。










评论 (0)