

干CNC编程的,手里头都得有几把刷子。刀路参数怎么调,是每个编程师傅的看家本领。
新手期的时候,一般都是跟着师父的模板走,师父说用什么参数就用什么参数。等自己独立上手了才发现,这些参数背后其实有很多门道。调得好,加工效率高、表面质量好、刀具寿命长;调不好,要么加工出来的东西毛刺一堆,要么刀具崩了,甚至撞机。
今天聊点实际的,把三轴CNC编程里几个关键参数的作用和调整思路说清楚。不整那些教科书上有的理论,就聊点从实战里总结出来的经验。
切削参数三兄弟:吃刀量、转速、进给
这三个参数是所有刀路配置的基础,它们之间的关系直接决定了加工效果和效率。
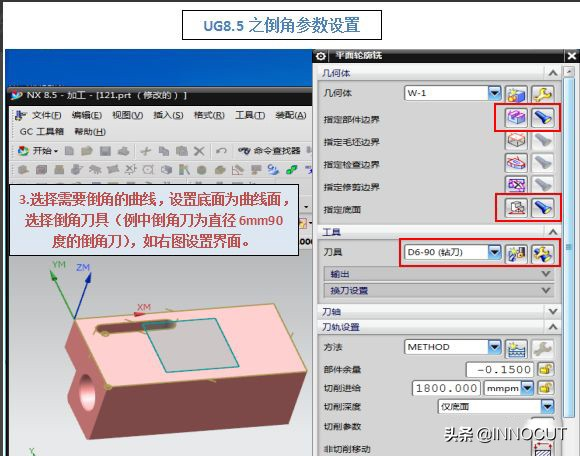
吃刀量(切削深度)决定了一次性切掉多少材料。吃刀量大了,加工效率高,但对机床刚性、刀具强度要求也高。模具半精加工一般0.5-2mm,精加工0.1-0.3mm;零件加工要看材料和工艺要求,不锈钢吃刀量要小一些,铝件可以适当加大。
转速(S值)根据刀具直径和材料来定。公式是固定的,但实际调整要看机床和刀具的配合情况。转速太高容易烧刀,太低又效率低还容易崩刃。不同材质的刀具(硬质合金、涂层、高速钢)适合的转速范围也不一样。
进给(F值)影响的是加工效率和表面质量。进给快了效率高,但表面会粗糙;进给慢了质量好,但效率低。关键是要找到平衡点。
行距和残余高度:决定表面质量的关键
等高加工的时候,行距(相邻刀轨之间的距离)设置直接影响工件表面的残余高度。行距越大,残余高度越高,表面越粗糙;行距越小,表面越光顺,但加工时间成倍增加。
一般模具加工对表面质量要求高,行距要设置小一些,比如0.1-0.2mm;零件粗加工行距可以大一些,0.5-1mm都行。
残余高度这个概念很多人搞不清楚。简单说,就是刀轨之间的那个”小山丘”的高度。残余高度越小,表面越光滑,但行数增加,时间成本上升。
拐角处理:影响效率和安全
拐角加工是三轴CNC编程里的难点之一。刀具在拐角处减速、转向、加速,这个过程中的受力情况很复杂。设置不好,容易崩刃、产生过切或者让刀。
常见的拐角处理策略有:
摆线加工:刀具以摆线方式切入拐角,切削负荷稳定,适合大拐角和型腔加工。
圆角过渡:在拐角处用圆角连接,比尖角更利于排屑和刀具保护。
拐角减速:通过降低进给来减小拐角处的切削负荷,是最常见的处理方式。
拐角精度控制也很重要,特别是精加工,拐角处过切会让工件尺寸偏差。
麟思数控的参数推荐逻辑
麟思数控的自动编程系统内置了参数推荐引擎,会根据加工材料、刀具类型、机床参数等要素,自动计算推荐切削参数。用户可以在推荐值基础上做微调,也可以直接使用系统推荐。
这套推荐逻辑是基于大量实际加工案例总结出来的,覆盖了常用材料(45钢、不锈钢、铝合金、模具钢等)和常见刀具类型。对于不熟悉参数配置的新手来说,直接用系统推荐值起步,再慢慢摸索调整,比自己从头研究要省事得多。
当然,系统推荐是参考值,实际加工还要结合车间设备情况和工艺要求来灵活调整。毕竟每家工厂的机床、刀具、材料供应商都不一样,参数得因地制宜。
写在最后
三轴CNC刀路参数配置是个经验活儿,理论学再多不如实际调几把。
新手建议先从系统推荐参数起步,多观察加工结果,逐步积累手感。有一定基础之后,可以尝试在推荐值基础上做差异化调整,找到最适合自己车间情况的参数组合。
参数调参这事急不来,得慢慢磨。









评论 (0)