

三轴CNC编程到底难在哪?新手和老手差的不是经验
干了五年CNC编程,面试过几十个程序员,有个事我一直想说:三轴CNC编程教程网上一搜一大把,但真正有用的东西,那些帖子是不会教你的。
今天聊聊,新手和老手的差距到底在哪。
打破一个迷思
很多人觉得,编程这行干得越久越牛。年限就是资历,资历就是能力。
其实真不是。
我见过干了十年的程序员,出的程序一塌糊涂,刀路乱飞,参数瞎调。也见过入行三年的小伙子,程序写得干净利落,效率比老师傅还高。
真正拉开差距的,从来不是你做了多少年,而是你对工艺的理解有多深。
新手的三个通病
只管出刀路,不管刀具受力。
这是最常见的。画好零件图,建好模型,设置好切削参数,跑出刀路,完事。
但刀具受力你考虑过吗?机床刚性怎么样?刀具磨损到什么程度?切削深度和进给配合合不合理?
很多新手根本不管这些,程序跑起来才发现振刀、断刀、改参数。一来二去,效率反而更低。
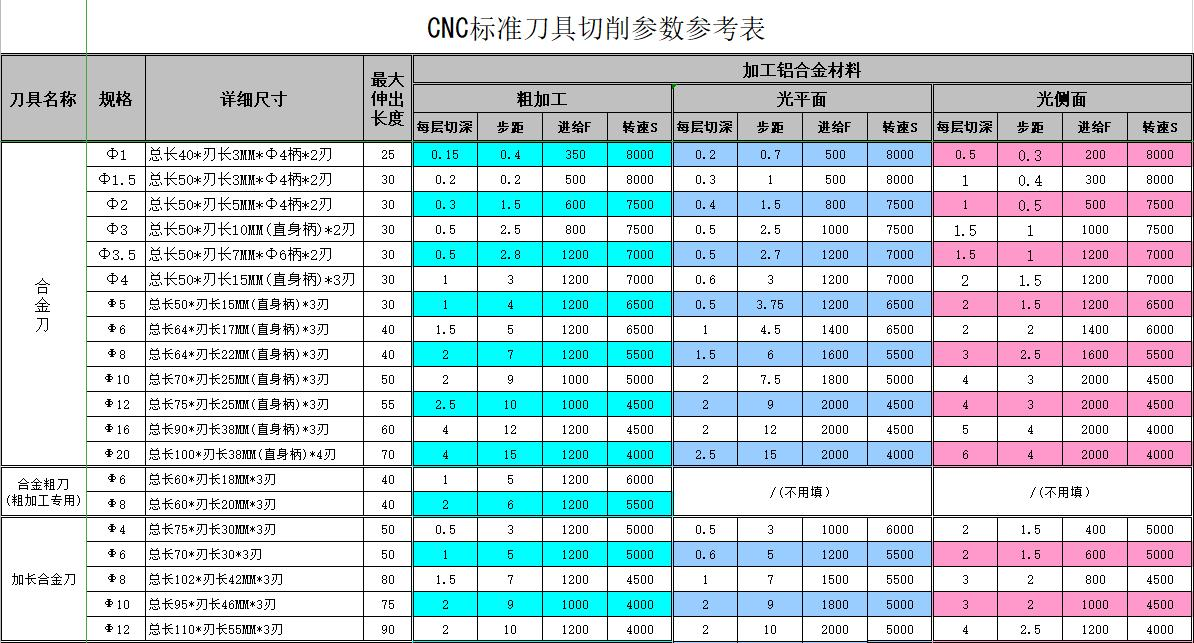
不会根据材料调参数,参数表一抄了事。
铝件和钢件能用一样的参数吗?肯定不能。但很多新手就是拿着一张参数表,铝件钢件不锈钢,一个参数走天下。
结果呢?铝件粘刀、钢件烧刀、不锈钢直接撞上去。出了问题还纳闷,明明是按照教程来的啊。
不知道啥时候该顺铣啥时候该逆铣。
顺铣省力、表面光洁度高;逆铣切削力大、适合硬料。但什么时候用哪个,很多新手没概念,有的甚至不知道还有这个区别。
我见过有人加工硬钢用顺铣,刀具崩了还不知道为啥。
老手的进阶技巧
说完新手的通病,再看看老手是怎么干的。
切削参数动态调整。
机床刚性好不好?刀具状态怎么样?今天这批料硬度有没有波动?这些因素都会影响切削参数。
老手不会死守一个参数表,而是会根据实际情况灵活调整。机床刚性好、刀具锋利,就敢把参数拉满;状态不好,就主动降速降切。老机台和新机台用的参数,可能完全不同。
工装夹具设计思维。
程序出得再好,装夹不对也白搭。老手编程之前,会先想清楚怎么装夹最快最稳。定位基准怎么选?夹紧力往哪边给?加工变形怎么控制?
这些看起来是钳工的事,但一个好的程序员必须懂。只会画图编程的,叫绘图员,不叫工艺工程师。
效率意识。
同样的活,别人用12分钟你用8分钟,这就是差距。
怎么省时间?空刀能不能合并?下刀点能不能优化?换刀顺序能不能调整?这些问题老手会在编程的时候就想清楚,而不是跑完刀路再优化。
细节把控。
冷却液往哪喷?走刀方向怎么选?残料怎么清理?这些细节决定了程序的实际效果。
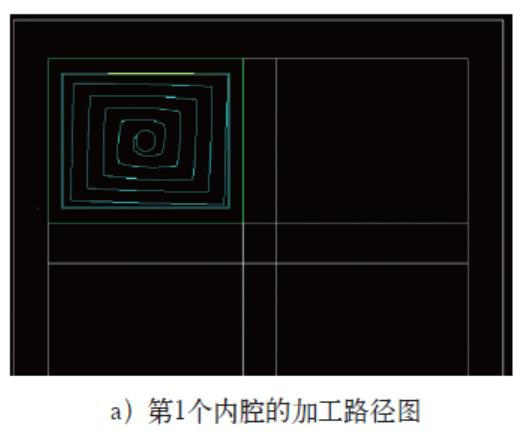
一个程序好不好,不能光看刀路图漂亮不漂亮,得看上了机床能不能顺利跑完、效果达不达标。
怎么快速提升
说了这么多,新手怎么补短板?我的经验:
多跟机加工师傅聊天。
机床操作工的经验比任何教程都有价值。他们知道什么参数好使,什么材料难搞,什么装夹方式最快。虚心点,多请人家抽根烟聊聊天,比看十篇教程管用。
自己动手磨刀体验一下。
光看参数表没感觉,自己磨两天刀就知道刀刃角度、切削深度是什么概念了。磨完刀再回去编程,对参数的理解完全不一样。
整理自己的参数库。
每个厂的情况不一样,机床型号、材料来源、刀具品牌都有差异。把实际跑成功的参数记录下来,形成自己的参数库,比任何标准教程都实用。
善用仿真软件。
现在的仿真软件越来越强大了,程序上机之前先跑一遍仿真,能发现大部分问题。别嫌麻烦,多一步仿真,少一次撞机事故。
三轴CNC编程教程这东西,看再多不如自己动手做一遍。做之前多想想工艺,少走弯路比啥都强。
想学更多编程技巧?欢迎了解麟思数控,下期分享更实用的工艺经验。











评论 (0)