

一键出程序!麟思数控刀路优化参数详解
上次写了CNC编程入门的几个坎,有同行私信问我:你说的刀路优化参数到底是怎么回事?调和不调差多少?
今天就专门聊聊这个。
刀路优化这事儿,说简单也简单——就是让刀具走得更合理,少做无用功。说不简单也不简单——里面的参数太多了,调不好还不如不调。
为什么要优化刀路?
先说个数据。
同样一个零件,同样的机床同样的刀,优化前加工时间45分钟,优化后32分钟。差了13分钟,换算成机床成本,按100块一小时算,一件活就省了20多块。
一个月下来,一个编程员跑100件活,那就是两千块。
这还只是一台机床。如果厂里有五台机同时跑,省下来的就不是小数目了。
所以刀路优化这事,不是玄学,是真金白银。
核心参数一:行距
行距决定刀具划过零件表面的时候,残留的高度。
行距留大了,表面粗糙度差,要多一道精加工;行距留小了,切削量不够,效率低。
这个参数怎么选?有个经验公式:
行距 ≈ 刀具直径 × 0.6~0.8
粗加工可以放大到0.8-1.0,精加工要看图纸要求,一般0.3-0.5。
但这只是起点。实际调的时候,要看材料、看机床刚性。硬料行距要小一点,软料可以大一点;新机床刚性好在保证质量的前提下尽量大,老机床振动大就收一收。
核心参数二:切削深度
进刀量,也是影响效率的大头。
新手最容易犯的错就是”一刀平推”,不管什么材料、不管什么刀具,都是同一个切削深度。
这不行。
切削深度要考虑三个因素:刀具强度、材料硬度、机床功率。
刀具直径越大,能吃的深度越大。6mm立铣刀,吃刀深度一般不超过12mm;16mm的,能到30mm。
材料方面,铝件软,可以一次切10mm以上;模具钢硬,一次切个3-5mm就不错了。
机床功率也要看,2.2KW的小机床就别想着大切深了,电机带不动。
核心参数三:进给速度
进给速度决定加工效率,也决定刀具寿命。
给太快,刀具崩刃;给太慢,效率太低。
经验值:
– 粗加工:进给800-1500mm/min
– 半精加工:进给1500-2500mm/min
– 精加工:进给300-800mm/min(要兼顾表面质量)
这个数值仅供参考,具体还是要看实际加工情况。刀具发出异响、机床振动明显,这些信号都在告诉你:进给快了。
核心参数四:拐角处理
刀具走到拐角位置的时候,最容易出问题。
直角拐弯?肯定过切。尖角急停?刀具受不了。
常见的拐角处理方式有三种:
1. 圆弧过渡:刀具以圆弧轨迹绕过拐角,切削更平滑,刀具寿命长。适合所有材料。
2. 尖角清根:拐角处加一刀专门清根,保证尺寸精度。适合模具加工。
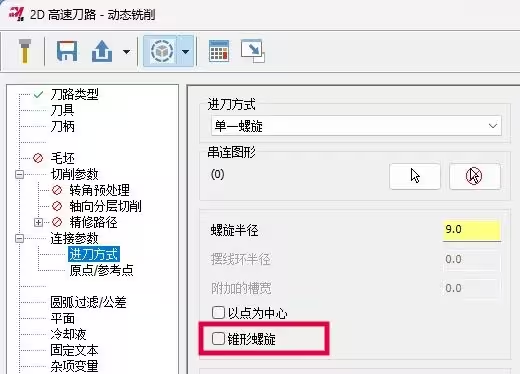
3. 摆线切削:刀具以摆线方式运动,避免满刀切削。适合深腔加工。
新手最容易忽略的是圆弧过渡,觉得直接拐过去省事。实际上急拐弯对刀具损伤很大,一把刀本来能用100个小时,这么拐可能50个小时就废了。
怎么用软件自动调?
说了这么多参数,手调确实费劲。
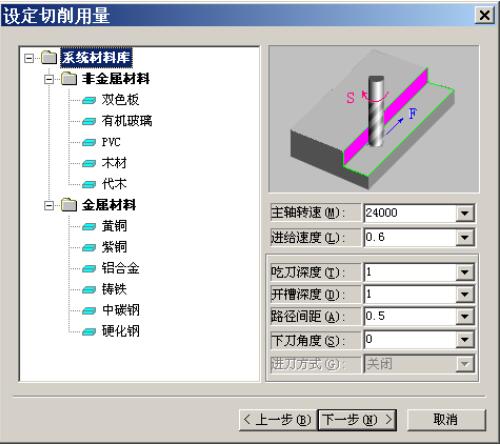
麟思数控的刀路优化功能,就是把这些经验参数内置到软件里。选好材料类型、机床参数,软件自动给你推荐一套参数。
不是说不用学了,而是有个参照。调参的时候,先跑软件推荐的参数,然后根据实际加工情况微调。跑几件活下来,心里就有数了。
比自己在那里瞎试强多了。
小结
刀路优化四个核心:行距、切削深度、进给速度、拐角处理。
记住一个原则:参数是死的,机床和材料是活的。没有万能参数,只有适合你加工条件的参数。
麟思数控自动编程工具把常用材料的参数模板都做好了,用的时候调出来微调就行。有兴趣的朋友可以试试,看看同样一个零件,优化参数前后能省多少时间。
—
配图占位:` `
`











评论 (0)